
Оборудования для холодной ковки руками. Самодельный станок для холодной ковки: процесс изготовления

Холодное пластическое деформирование металлов и сплавов - удобный в домашнем хозяйстве способ получения пространственных конструкций и профилей. Ведь гибка как процесс обработки давлением - операция не энергоемкая, а, следовательно, не требует приводного оборудования. для гибки полос и прутков (в просторечии называемый гнутик для холодной ковки своими руками) конструктивно прост и вполне может быть изготовлен самостоятельно.
В холодном состоянии может производиться тремя основными способами (схемы приведены на рис. 1.а, 1.б):
- Свободной, определяемой только ходом инструмента.
- По упорам, причем как в горизонтальном, так и в вертикальном направлении.
- Вращающимися валками.
Последний способ используется лишь при гибке больших листов металла и в повседневной практике используется весьма редко. К тому же, устройство такого станка, даже простого, потребует много свободного места в домашней мастерской.
Свободная гибка (см. рис. 1.а) применяется чаще. При наличии кузнечной наковальни или тисков для ее реализации нет необходимости в специальной оснастке: достаточно установить полосу или прут в зазор между губками и последовательными ударами молотка получить необходимый угол гиба. Однако, такая технология гибки применима более для чернового гнутья металла, поскольку даже на стальных заготовках ударное приложение нагрузки оставляет на поверхности заготовки нежелательные следы - вмятины или выбоины. Кроме того, фиксированный радиус перехода от вертикально расположенного паза наковальни или зазора между губками к основной рабочей плоскости инструмента исключает регулировку радиуса гибки, что часто бывает необходимым. Еще одним недостатком свободной гибки является то, что при этом не учитываются упругие свойства металла заготовки. Речь идет об угле пружинения - упругом последействии материала, которое выражается в самопроизвольном уменьшении первоначально заданного угла гибки. При этом радиус пружинения - параметр, который зависит от материала изгибаемой заготовки. Поэтому он должен учитываться еще до начала гнутья. Ручная же доводка конечного угла «на глазок» не способствует качеству готового изделия, и затрудняет последующую сборку конструкции, в схеме которой присутствуют гнутые элементы.
Гибка по упорам - наиболее совершенный с технологической точки зрения способ холодной гибки заготовок сравнительно небольшой ширины. Принцип такой гибки заключается в том, что исходную полосу или прут металла размещают в специальном приспособлении, где имеются фиксаторы параллельности расположения заготовки, а также ограничители хода . Поскольку такой инструмент может быть сменным, а его ход - сравнительно просто регулироваться, то такой способ холодной гибки в домашних условиях является наиболее целесообразным. Схема способа представлена на рис. 1.б.
Таким образом, для качественного холодного гнутья заготовок потребуется несложное приспособление, называемое гнутиком для холодной ковки. Оно достаточно компактно и может устанавливаться на любой слесарный верстак.
Схема гнутика и последовательность работы на нем
Конструкцию приспособления рассмотрим на примере, который приведен на рис. 2. Простейший устройство для холодной ковки состоит из
Основания, закрепляемого на столе/верстаке, касательно движущегося поводка, который и производит гибку;
Рычага, перемещающего поводок;
Лимба с указателем углов поворота рычага;
Сменных валиков, имеющих разные углы гиба;
Регулируемых прокладок и зажимных губок, фиксирующих деталь в определенном положении.
Последовательность действия изготовления гнутика для холодной ковки следующая. Приспособление крепится к столу/верстаку, либо устанавливается на него. Для гибки металлов, требующих значительного усилия, приспособление лучше крепить стационарно, для чего в опорном уголке предусматриваются отверстия. В прямоугольную стальную рамку, внутренние поверхности которой должны быть шлифованными, помещается ползунок. На верхней плоскости ползунка устанавливаются следующие детали:
- Сменный пуансон, на рабочей поверхности которого имеются все наиболее часто используемые варианты гиба заготовок: по радиусу, по дуге, с прямым гибом и т.д.
- Рычаг, при помощи которого можно производить возвратно-поступательное перемещение ползунка.
- Ограничители хода ползунка в раме приспособления.
Установив сменный инструмент, болтами прикрепляют раму к опорной поверхности гнутика, после чего на верхней плоскости устанавливают два валика. Лучше, если валики будут иметь возможность для продольного перемещения вдоль рамы: это позволит производить гибку заготовок различной толщины или диаметра. Для этого пазы крепления роликов выполняют овальной формы, рассчитывая на определенный диапазон изменения толщины заготовки. Оси валиков должны допускать свободное вращение: это уменьшит усилие гибки и исключит зажим валиков при изгибании изделий из более прочных металлов.
Для повышения точности гнутья при изготовлении инструмента для ковки на опорном уголке часто устанавливают лимб с делениями, проградуированными в углах гиба (с учетом пружинения металла).
Закрепив заготовку, постепенно перемещают рычаг до сближения с заготовкой, затем корректируют ее расположение между роликами и ползунком и гнут по получения требуемого угла. Для облегчения процесса возврата ползунка в первоначальное положение, его можно снабдить возвратной пружиной. Ее усилие подбирается из учета 20-25 % от усилия гибки. Это усилие можно установить либо по имеющемуся динамометру, либо воспользовавшись приближенной зависимостью:
Р = 0,25bSσ в, где:
b - ширина полосы (или диаметр прутка);
S - толщина изгибаемого материала;
σ в - предел временного сопротивления материала заготовки (см. таблицу):
Таким образом, функциональность гнутика будет определяться наличием сменных пуансонов, возможностью регулирования положения заготовки перед гибкой, а также размерной шкалой, устанавливающей угол гиба.
Качество гиба на самодельном гнутике
Этот фактор определяется:
- Возможно более точным учетом пружинения. Считается, что высокопластичные металлы и сплавы (к их числу относят алюминий класса АД, медь М0 и М1, а также малоуглеродистые марки стали) обладают коэффициентом пружинения в пределах 4-8%, а стали с более высоким процентным содержанием углерода (свыше 0,20-0,25 %), а также большинство латуней отличаются пружинением до 10-15%;
- Исходной твердостью материала заготовки. Отожженный металл практически не будет распружинивать, в то время как сталь/сплав после закалки или предварительного деформирования (правки, дрессировки, волочения и т.д.) может увеличивать свои упругие показатели на 20-40 %;
- Качеством очистки поверхности заготовки от ржавчины, окалины и прочих поверхностных загрязнений.
Если отпуск заготовки невозможен, то гибку выполняют на больший угол, учитывая тем самым упругие характеристики металла.
Значение имеет также предварительная наладка гнутика, например, отсутствие люфтов во время перемещения рычага, надежность установки и фиксации сменного пуансона, шероховатость материала валиков.
При необходимости получить более точную информацию о конструкции устройства или для того, чтобы изготовить его своими руками, можно воспользоваться чертежом приспособления, предназначенного для гибки прутка (см. рис.3).
Переделка приведенного приспособления для гибки также полос и листовых заготовок несложна: достаточно увеличить высоту валиков 14 и увеличить длину поворотного рычага 2.
Видео конструкции самодельного гнутика можно посмотреть здесь:
Изготовление данного приспособления для и сплавов позволяет увеличить номенклатуру самостоятельно изготавливаемых изделий, повысить их качество и уменьшить трудоемкость работ.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать - механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
 Элементы изготовленные методом холодной ковки
Элементы изготовленные методом холодной ковки Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
 Станок “улитка”
Станок “улитка” Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
 Схема станка
Схема станка Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
 Чертёж сегментов “улитки”
Чертёж сегментов “улитки” По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
 “Улитка” из полос металла
“Улитка” из полос металла Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
 Модули “улитки”
Модули “улитки” Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
 Станок торсионный
Станок торсионный Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
 Виды станков
Виды станков Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
 Простая модель торсионного станка
Простая модель торсионного станка Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
 Станок “гнутик”
Станок “гнутик” Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
 Компьютерная модель станка
Компьютерная модель станка Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок - управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
 Станок “волна”
Станок “волна” Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок - пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
 Прокатный пресс
Прокатный пресс Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать - валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка - детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты - такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
 Соединения деталей с помощью сварки
Соединения деталей с помощью сварки Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

- Скамейка содовая - изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки - «улитка», торсионный, пресс.

- Балконные перила - метод производства - холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве - «волна», «улитка», пресс.

- Лестничные перила - произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки - торсионный, «фонарик», «улитка».

- Козырёк - методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки - «улитка», «волна», пресс.

- Мангал - простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках - торсионный, «улитка».

- Двуспальная кровать - для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки - «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Кузнечное дело – это нелегкий физический труд, требующий специального оборудования в совокупности с профильными знаниями и опытом мастера. Однако для изготовления некоторых художественных элементов необходимо просто согнуть заготовки под нужным углом. Деформация металла может выполняться без нагрева механическим способом, для этого применяются станки для холодной ковки. Какими особенностями обладают подобные агрегаты – речь пойдет в данной статье.
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:

- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.

Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:

- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Обратите внимание! Декор-станки помогают создать одинаковые по форме и размеру элементы за небольшой промежуток времени, позволяют снизить себестоимость каждого из них и сократить длительность процесса изготовления.

Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.

Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Важно! Не все оборудование можно сделать самостоятельно, некоторые запчасти требуют промышленного производства или изготовления под заказ.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.

Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.

Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Холодная ковка своими руками: станки, чертежи, видео
Довольно просто сделать удобное и функциональное оборудование для холодной ковки, руководствуясь основными принципами его работы и назначением. Любые чертежи, видео и фотографии конструкций всегда оставляют место для творчества автора и совершенства готового изделия. Ниже остановимся на основных моментах, которые важны для сборки станков.
Проектирование станка холодной ковки, подготовительные работы
Первое и главное условие сборки станка для холодной ковки своими руками – чертежи. Таких графических документов потребуется несколько:
- чертеж основания будущего станка для установки оборудования;

- сборочная схема или несколько схем для каждого выполняемого приспособления;
- чертежи сменных деталей, если они предусмотрены в конструкции.
Важно! На этапе проектирования стоит продумать, как будут перемещаться подвижные детали и узлы в уже готовом изделии. Особенно это нужно при изготовлении сменных рабочих инструментов, например, улитки или гнутика.
Для сборки самодельного станка холодной ковки понадобятся следующие инструменты и материалы:
- среднеуглеродистая толстолистовая сталь (маркой не ниже 35);
- толстостенная труба, имеющая квадратное или прямоугольное сечение;
- станок для резки по металлу (лучше портативный) или шлифовальная машина;
- ручной крепежный инструмент;
- сварка;
- фрезер;
- приспособление для изгиба;
- инструмент для замеров и разметки.

Полезный совет! Чтобы изделия, выполненные холодной ковкой, отличались довольно хорошим качеством, необходимо, чтобы детали станка-самоделки тоже были высококачественными. Для этого все сварные соединения, обрезные концы и финишные поверхности тщательно шлифуют.
Как собрать торсионный станок для холодной ковки своими руками
Простое скручивание некоторые мастера делают без станка, зажимая один конец заготовки тисками, а второй вращая обычным воротом. При данном способе обрабатываемая деталь может не только скрутиться, но и выгнуться, особенно в области закрепленного конца. Чтобы этого не произошло, сооружают направляющую конструкцию в виде узкого желоба, например, из трубы с верхним продольным срезом (U-образное сечение). При этом стоит учесть:
- длину желоба – он должен быть короче заготовки, которая при скручивании уменьшится;
- ширину желоба – необходимо, чтобы он был в 1,5 раза шире заготовки, так как она при деформации раздастся.

Можно получить желаемый результат без станка – для этого понадобится приложить физическую силу и затратить много времени на работу. Кому подобный вариант не подходит, целесообразнее заняться проектом универсального оборудования.
Собрать торсионный станок для ковки своими руками допустимо в двух вариантах: простом и универсальном. Простая модель будет улучшенным методом работы с тисками, а на универсальном есть возможность дополнительно выполнять такие элементы, как фонарь или корзинка.
Основное рабочее усилие, необходимое для деформации материала, примет на себя опора, поэтому основание будущего станка должно быть прочным. Для этой цели подойдет двутавр или пара швеллеров, сваренных между собой. Устойчивость основанию добавят лапы из аналогичного профиля, приваренные к общей конструкции. Далее можно заняться изготовлением других узлов – задней бабки и шпинделя.

В каждом из узлов самодельного станка холодной ковки своими руками патроны, предназначенные для размещения в них заготовок, должны иметь прочные винтовые зажимы (с целью надежной фиксации). По причине уменьшения длины обрабатываемой детали при скручивании задняя бабка всегда выполняется скользящей. Допускается соорудить бабку из тисков, закрепив их на основании болтами, имеющими типоразмер не менее М16. На одной оси с узлом зажима устанавливают втулку для подвижной части станка, в которой предварительно сверлят отверстия для прижимных болтов.
Подвижная часть шпинделя проворачивается ручкой, состоящей из 4-х рычагов, которые имеют достаточную длину, чтобы гасить усилие, прикладываемое для вращения. Можно добавить резиновые втулки для защиты рук от проскальзывания.
Главное отличие в сборке универсального самодельного станка для холодной ковки заключается в конструкции подвижной части. Она должна предусматривать винтовую подачу при изготовлении фонарей и корзинок и фиксироваться при обычном скручивании металла. Поэтому подвижную часть снабжают комплектом из двух шпинделей – гладкого и винтового. В таком исполнении для скользящей бабки необходим стопорный винт для фиксации.

Полезный совет! Если необходимо выполнить заготовку, скрученную не по всей длине, а только на определенных участках, к конструкции станка добавляются ограничители. Они выполняются по типу задней бабки – с винтовыми зажимами и возможностью скольжения.
Работы на торсионном станке физически утомительны, получить качественные изделия в большом объеме сложно. Поэтому внесение электропривода в конструкцию будет целесообразным решением.
Как сделать станок для холодной ковки гнутик
Станок гнутик монументален, массивен, прост в конструкции и сборке, однако сложен в поиске и подгонке деталей. Его назначение – гнуть под разным углом заготовки, поэтому усилие на все узлы будет одинаково большим, а значит, требования к деталям сборки высокие.

Для основы станка подбирается толстая стальная рама. Стоит учесть, что станок будет крепиться на стол. Обычно делают крепеж болтовым соединением, например, как у тисков. В центре рамы выполняется направляющая, которая будет подвижна. Она приводится в действие эксцентриковым механизмом, который, в свою очередь, закрепляется на раме-основании. Дополнительно устанавливают три упора, создавая своеобразную «вилку» – это рабочие элементы конструкции. В зависимости от профиля сгиба их меняют: круглые валики – для выполнения волны, «молоточек» – для формирования углов.
Рабочие элементы изготавливают только из конструкционной стали. Их прочность – это надежность всего оборудования. Обработка и подгонка подобных изделий требуют исключительно профессиональной оснастки. Поэтому, если есть сложности в заказе, покупке или изготовлении основных узлов, то будет целесообразно купить станок для холодной ковки гнутик в магазине. Стоимость его невысока, но он сможет дополнительно пригодиться для сгибания труб.

Станок улитка для холодной ковки своими руками: варианты исполнения
Алгоритм сборки самодельного станка для холодной ковки своими руками довольно прост и понятен. Только при создании улитки возможны три варианта конструкторской идеи, да и то весьма приблизительные. Каждый мастер видит исполнение завитка или спирали, а также последовательность изгиба заготовки по-своему.
Как и любой творческий процесс, изготовление улитки для холодной ковки своими руками начинается с основ – конструирования ключевых узлов станка. Применительно к данному случаю – это каркас, столешница и основной вал с рычагом вращения.

Каркас или стол для улитки обязательно делают металлическим. Дерево совершенно не подходит для данной конструкции: длительные и сильные нагрузки разрушат его за несколько применений. В качестве используемого материала будут уместны уголок, толстостенные трубы или швеллер. Для столешницы тоже понадобится металл – лист толщиной не менее 4 мм: чем толще, тем надежнее. Вал и рычаг – это основной узел, который будет заставлять металлическую заготовку изгибаться по заданному шаблону. Рычаг соединяется с одной стороны с роликом, который гнет заготовку, а с другой – с основным валом.
По типу исполнения станки улитка бывают трех вариантов:
- монолитные с неподвижным шаблоном изгиба;
- со съемными конструкциями изгиба, которые позволяют сделать завиток разного вида;
- с разборными конструкциями завитка и вращающейся столешницей для получения сложных профилей изгиба большой точности.

Чертежи станка холодной ковки улитка своими руками
Многие мастера, которые берутся за изготовление станков впервые, пренебрегают конструкторским этапом, строят шаблоны «на глазок», а разработкой и модернизацией узлов занимаются непосредственно в процессе сборки. Чертеж улитки для холодной ковки своими руками стоит сделать на этапе подготовки. Он поможет избежать некоторых тонких нюансов при сборке, а также значительно сократит время процесса изготовления.
Необязательно следовать тем чертежам, которые сделал другой мастер. Доступность материалов изготовления или условия сборки могут отличаться, а также вполне вероятно, что видение готовой конструкции тоже может быть другим.

Один из вариантов конструкции:
1 - лемех улитки; 2 - основа станка; 3 - прижимной валик; 4 - рычаг для управления прижимным валиком; 5 - крепление основы; 6 - палец для фиксации лемехов; 7 - паз для прижиного валика; 8 - ось рычага управления; 9 - пружина для прижатия валика; 10 - фиксатор для заготовки; 11 - ведущий лемех улитки; 12 - основная ось; 13 - рычаги
Схема станка улитка для обработки изделий методом холодной ковки
Особенно важен чертеж для построения шаблонов завитков своими руками. Видео оборудования для холодной ковки поможет правильно рассчитать и построить пропорциональную спираль. Данный этап необходим для того, чтобы завиток, изготовленный на самодельном станке, имел эстетичный вид.
Полезный совет! Шаблоны для улитки строят по правилам математических спиралей, учитывая количество витков, их плотность, ширину проема под оборудование на станке и начальный радиус входа в завиток.
Изготовление улитки: как сделать станок своими руками
Монолитный станок – это самая простая конструкция улитки. Шаблон спирали наносится непосредственно на столешницу. Затем, следуя рисунку, вырезается несколько частей из толстого металла. Их приваривают к столешнице, соблюдая нанесенную ранее разметку. Работа на улитке такого типа продвигается медленно, но станок позволяет гнуть как заготовки симметричного диаметра, так и полосы металла, которые укладывают плашмя, без вертикальных деформаций.

Монолитный станок может иметь альтернативный вариант конструкции, когда основание делается не фиксированным, а с возможностью поворота. Для заданного вращения и облегчения физического труда используется червячный механизм.
Как усовершенствовать своими руками станок для холодной ковки улитка
Самодельная улитка необязательно должна содержать только простые элементы. Можно собрать сразу усовершенствованную модель. Например, что делать, если завитки понадобятся разных форм, причем с различным рисунком спиралей? Собирать для каждого образца отдельный станок было бы нецелесообразно. Поэтому вместо наглухо приваренного единичного шаблона на столешнице создают ряд съемных вариантов с разным рисунком. В конструкцию вносят коррективы, которые позволяют менять шаблон, устойчиво закреплять его, сохраняя при этом общую надежность станка.

Самым профессиональным из моделей улиток признан станок, где столешница вращается, а шаблон завитка делают из нескольких разборных сегментов. Стоит отметить, что все секции изготавливают с высокой точностью. В домашней мастерской реализовать это сложно, поэтому производство узла заказывают в мастерских или на заводе. Кривизна шаблона меняется с помощью регулировочных винтов, а на поверхности столешницы выполняют ряд отверстий, которые будут фиксировать сегменты шаблона в заданном положении. Подобным способом можно выгнуть любой вид завитка.
Сделать станок для холодной ковки своими руками, чертеж которого поможет выполнить данную задачу, довольно просто, если разобраться в принципе его действия и конструктивных особенностях. Важно при этом все рассчитать тщательным образом и выполнить замеры. Не исключено, что кому-то удастся придумать собственные новые варианты или усовершенствовать существующие модели.
Самодельные станки для холодной ковки металла своими руками: видео инструкция
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и приобретать опыт. Изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и столь же явный недостаток там, где нужно большое количество одинаковых изделий.
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
К тому же все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Приспособление «Гнутик»
Валики на неподвижных упорах выполняются сменными, чтобы иметь возможность гнуть прутки и трубы под разными углами и радиусами. На подвижном упоре также закрепляется сменный валик или клин, в зависимости от требуемой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма гнутика, подводят к ней подвижный упор — клин или ролик. Продолжая вращать привод, сгибают заготовку до нужного угла.
Сделать гнутик для холодной ковки своими руками вполне реально, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Трудности в домашней мастерской могут возникнуть с фрезерованием высокопрочной стали и со сверлением в ней отверстий.
Если такого оборудования в мастерской пока нет, лучше разместить заказ на основные части гнутика на производстве — дрелью и лобзиком такую работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной обработке, чтобы снять возможную ржавчину и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно также сделать самостоятельно из отслужившего свое газового баллона, пары патрубков и кранов. Для форсунки можно использовать керамический корпус отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
После пескоструйной обработки детали раскладываются на сборочной площадке. Для удобства работы можно использовать бруски-подкладки. После того, как части размещены, стоит проверить еще раз соответствие их расположения чертежу. Далее, зафиксировав ключевые элементы конструкции струбцинами, точечной сваркой надо прихватить их друг к другу. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к проварке всех нужных швов.
После сварки требуется зачистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах и вручную. Конструкция готова к покраске. В зависимости от выбранных грунтов и финишной краски, а также от способа нанесения, сборку укладывают на прокладочные бруски или крепят вертикально временными упорами.
Конструкции с высокой плотностью деталей удобно красить из краскопульта, для редкой решетки для уменьшения потерь краски придется вооружиться кисточкой.
Изделия, произведенные методом холодной ковки
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.






Холодная ковка невозможна без специального кузнечного оборудования . Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
 Аксонометрия приспособления «Гнутик» — вертикальное расположение
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
 Планка нижняя
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
 Получение дуги на «Гнутике»
Получение дуги на «Гнутике»
 Получение угла на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:

Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
 Внешний вид покупного ручного «Твистера»
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:


Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
 Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:

Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
 1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.

Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Изготовление улитки
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
 Внешний вид приспособления
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
 Шаблон
Шаблон
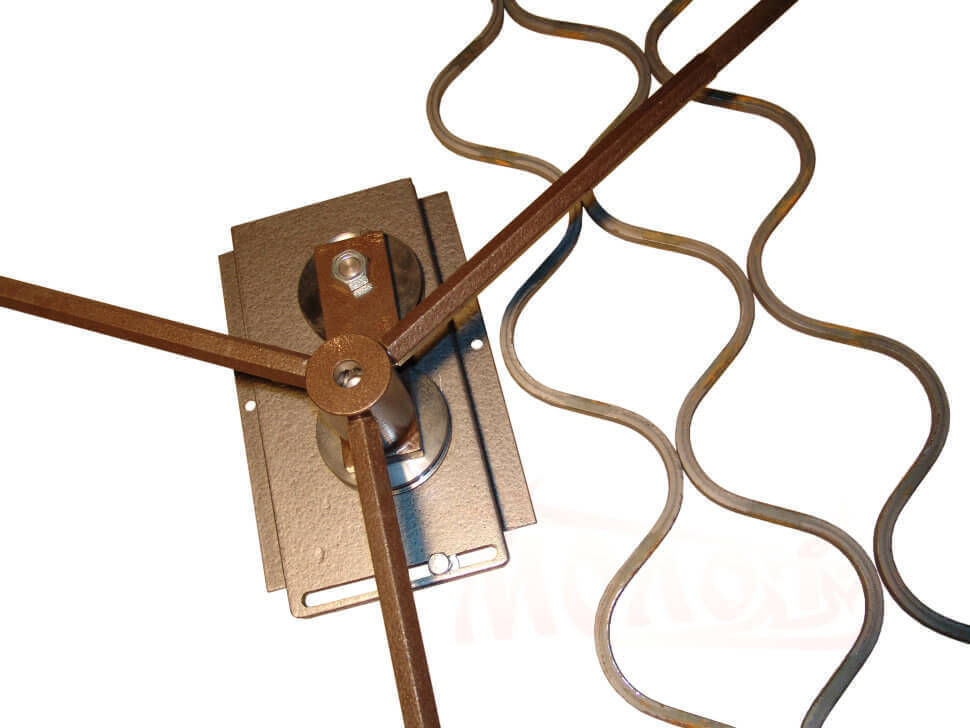
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
 Приспособление волна и полученные изделия
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
 Приспособление «Фонарик»
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.

Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.


Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
 Концы элементов оформлены «гусиной лапкой»
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
 Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется).
Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется).
Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
 Принцип действия
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.


Ниже приведены чертежи сегментов улитки.
 Элемент улитки 1
Элемент улитки 1
 Элемент улитки 2
Элемент улитки 2
 Элемент улитки 3
Элемент улитки 3
 Центральный элемент улитки
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.



Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Публикации по теме
-
 Князь аскольд в истории киевской руси
Князь аскольд в истории киевской руси
Аскольд и Дир – легендарные князья, в конце IX века правившие в граде Киеве, принявшие христианство и заложившие основы древнерусской...
-
 «Ложь во спасение»: Почему греко-католики не признаются, что они не православные
«Ложь во спасение»: Почему греко-католики не признаются, что они не православные
Киевский Патриарший собор Воскресения Христова . Собор святого Юра во Львове. Украи́нская грекокатоли́ческая це́рковь , УГКЦ (в ряде...