
Desemnarea supapelor de închidere pe desenele GOST. Simbol pentru fitingurile de conducte

n1.doc
Simboluri pentru fitinguriStandardele de stat oferă simboluri pentru fitinguri, care includ numele, numărul (numărul tipului de fiting, de exemplu, 1 - robinet, 2 - supapă, 3 - supapă etc.), tipul constructiei(cifre romane I, II, III), versiunea (litere A, B, C), alezaj nominal (mm), presiune nominală (MPa), GOST.
Cu toate acestea, în foile pentru comandarea fitingurilor și în listele de prețuri, simbolurile nu standard, ci specifice industriei sunt utilizate pe scară largă.
Prin urmare, pentru confortul contabilității, comenzilor și depozitării, Biroul Central de Proiectare al Ingineriei Supapelor (TsKBA) a dezvoltat un catalog (clasificator), care adoptă simbolurile supapelor fabricate, care nu sunt reflectate în standardele pentru supape, dar sunt relativ larg utilizate în practică. Simbolurile (TsKBA) ale fitingurilor constau din numere și litere secvențiale.
Primele două cifre corespund tipului de armătură (grup), care are următoarea denumire:
Macarale:
Drenuri de plută - 10
Pentru conducte - 11.
Dispozitive de blocare pentru indicatoare de nivel - 12
Supape - 14.15
Supape:
Lifturi de întoarcere - 16
Siguranță - 17
Reducere - 18
Rotativ invers - 19
Regulatoare de presiune - 21
Supape:
Oprire și oprire - 22
Reglementare - 25
Amestecare - 27
Supape- 30,31
Portile- 32
Injectoare- 40
Oţel:
Carbon - cu
Aliat - CP
Rezistent la coroziune (inoxidabil) - oțel inoxidabil
Fontă:
Gri - h
Kovky - kch
Alama, bronz - b
Aluminiu - a
Monel metal - pl
Viniplast - vp
Alte materiale plastice - p
Titan - tn
Sticlă - sk
Prima cifră după desemnarea literei indică tipul de unitate:
Mecanic cu angrenaj melcat - 3
La fel, cu un angrenaj cilindric - 4
La fel, cu angrenajul conic - 5
Pneumatic -6
hidraulic - 7
Electromagnetic - 8
electric - 9
Ultimele una sau două litere indică materialul suprafețelor de etanșare ale elementului de blocare:
Alama, bronz - br
Monel metal - pl
Oțel inoxidabil (rezistent la coroziune) - oțel inoxidabil
Oțel nitrurat - nt
Babbitt - BT
Stellit - st
Sormait - mier
Ebonită - uh
Cauciuc - r
Viniplast - vp
Alte materiale plastice - p
Suprafețe de etanșare fără inele de inserție, de ex. cu suprafete de etansare realizate direct pe corp sau supapa propriu-zisa - bk
Acoperirea interioară a suprafețelor de etanșare are următoarea denumire:
Gumare - hmm
Emailarea - um
Plumb - vezi
Căptușeală cu plastic - p
La fel, neurite - n
Exemplu de notație:
Supapă paralelă cu flanșă din fontă cu ax de ridicare cu etanșare de suprafață fără inele de inserție - 30ch7bk
Aici 30 - grup de produse - supapă; „h” - materialul corpului - fontă gri; numărul 7 caracterizează tipul de supapă; „bk” - elementul de blocare este etanșat fără inele de inserție.
Pe partea frontală a corpului supapei sau pe plăcuța de identificare nituită pe supapă, marca producătorului, presiunea nominală, diametrul nominal, săgeată - semnul direcției curgerii (fitinguri concepute pentru a furniza un mediu în orice direcție. Și, de asemenea, având capete de evacuare, ar trebui nu au un indicator de săgeată). Pentru supapele fabricate pentru o anumită presiune de funcționare, presiunea și temperatura de funcționare trebuie indicate în locul presiunii condiționate.
La fitingurile din oțel cu proprietăți speciale (rezistente la căldură, rezistente la acizi), este indicată suplimentar calitatea materialului corpului.
În funcție de materialul corpului, fitingurile sunt vopsite într-o anumită culoare conform GOST 4666-75:
Fontă gri și maleabilă - neagră
Carbon - gri
Aliat - albastru
Rezistent la acizi și oțel inoxidabil - albastru
Aliaje neferoase - nevopsite
În funcție de materialul pieselor de etanșare a supapei, sunt utilizate următoarele culori distinctive suplimentare ale dispozitivului de antrenare (volant (pârghie)):
Bronz, alamă - roșu
Rezistent la acizi și oțel inoxidabil - albastru
Nitrurat - violet
Babbitt - galben
Plastic - gri cu dungi albastre în jurul perimetrului
Ebonită, fibră - verde
Fără inele - culoarea corpului și a capacului.
Caracteristicile principalelor tipuri de fitinguri
Supape de închidere
Scop supape de închidere consta in oprirea fluxului sau pornirea acestuia in conformitate cu cerintele procesului tehnologic. În plus, supapele de închidere sunt folosite pentru a comuta direcția de curgere și pentru a modifica debitul, presiunea și viteza acestuia.
Sarcina principală la proiectarea supapelor de închidere este asigurarea etanșeității atât în elementul de închidere, cât și în raport cu mediu extern(etanșare, conexiuni ale carcasei cu capacul și cu conducta). Este deosebit de important să se asigure etanșeitatea elementului de blocare, deoarece o mică scurgere mediu de lucruîn elementul de blocare poate avea o influenţă decisivă asupra proces. Etanșeitatea elementului de închidere este reglementată de GOST 9544-75, care împarte supapele de închidere în 3 clase în funcție de gradul de etanșeitate.
Cele mai comune supape de închidere sunt de 4 tipuri: robinete, robinete și robinete. Aceste tipuri diferă prin natura mișcării elementului de blocare și forma acestui element.
O supapă este un dispozitiv de închidere în care fluxul este blocat prin mișcarea de translație a elementului de închidere (poarta) într-o direcție perpendiculară pe direcția curgerii (vezi Fig. 2.1a).


Orez. 2.1. Scheme de blocare a fluxului cu supape de închidere
a - supapă; b - supapă; c - atingeți.
Caracteristica fundamentală a supapelor este că atunci când sunt închise, elementul de blocare nu învinge forțe semnificative din presiunea mediului, deoarece se deplasează peste pârâu. La supape, numai frecarea trebuie depășită la închidere. Suprafața suprafețelor de etanșare ale supapelor este mică: două inele înguste în jurul pasajului, drept urmare supapele asigură o etanșeitate relativ fiabilă.
Avantajele supapelor: rezistență hidraulică scăzută când trecerea este complet deschisă: lipsa rotației debitului de mediu de lucru; ușurință de întreținere; lungime de construcție relativ mică; capacitatea de a furniza mediul în orice direcție; capacitatea de a utiliza medii cu vâscozitate ridicată pentru a opri fluxurile.
Dezavantajele supapelor: viteza redusă de funcționare a elementului de închidere; mare altitudine; dificultăți în înlocuirea suprafeței de etanșare uzate a elementului de blocare în timpul funcționării; imposibilitatea utilizării lor pentru medii cu incluziuni cristalizante; scădere de presiune admisibilă redusă pe supapă (comparativ cu supape); posibilitatea ca ciocănirea să apară la sfârșitul cursei; imposibilitatea utilizării lubrifierii constante a suprafețelor de etanșare ale scaunului și supapei.
Lungimea construcției supapelor, de ex. distanța dintre planurile exterioare ale flanșelor trebuie să respecte GOST 3706-67, iar condițiile tehnice pentru fabricarea lor trebuie să respecte GOST 5762-74*. Parametrii principali ai supapelor sunt standardizați de GOST 9698-67.
Conform designului elementului de blocare, supapele sunt împărțite în paralel și pană. La rândul lor, supapele cu poartă paralelă sunt împărțite în un singur disc (poartă) și cu dublu disc; supapele cu pană sunt împărțite în supape cu pană solidă, elastică și compozită.
În funcție de designul axului, supapele sunt împărțite în supape cu un arbore retractabil și neretractabil și, în funcție de tipul de antrenare - supape cu o acționare manuală (volant, roată dințată, angrenaj conic) și electrică. Supapele cu tijă care nu se ridică trebuie să aibă indicatori pentru gradul de deschidere.
La unele supape proiectate să funcționeze la căderi mari de presiune peste supapă, pentru a reduce forțele necesare la deschiderea și închiderea pasajului, suprafata totala trecerea este puțin mai mică decât aria secțiunii transversale a conductelor de admisie. Pe baza acestei caracteristici, supapele sunt împărțite în alezajul complet și alezajul îngust. La supapele cu pas complet, diametrul de trecere este egal cu diametrul duzelor;
În supapele paralele, suprafețele de etanșare sunt paralele între ele și situate perpendicular pe direcția de curgere a fluidului de lucru. Obturatorul din ele se numește disc sau poartă. Avantajele supapelor cu gură paralelă: ușurință de fabricare a porții, ușurință de asamblare pentru reparații, fără blocare a porții în poziția complet închisă. Dezavantajele acestor supape: consum mare de energie pentru inchidere si deschidere, datorita faptului ca de-a lungul intregului traseu de miscare actionarea invinge frecarea dintre suprafetele de etansare ale scaunelor si supapa, precum si uzura semnificativa a suprafetelor de etansare.
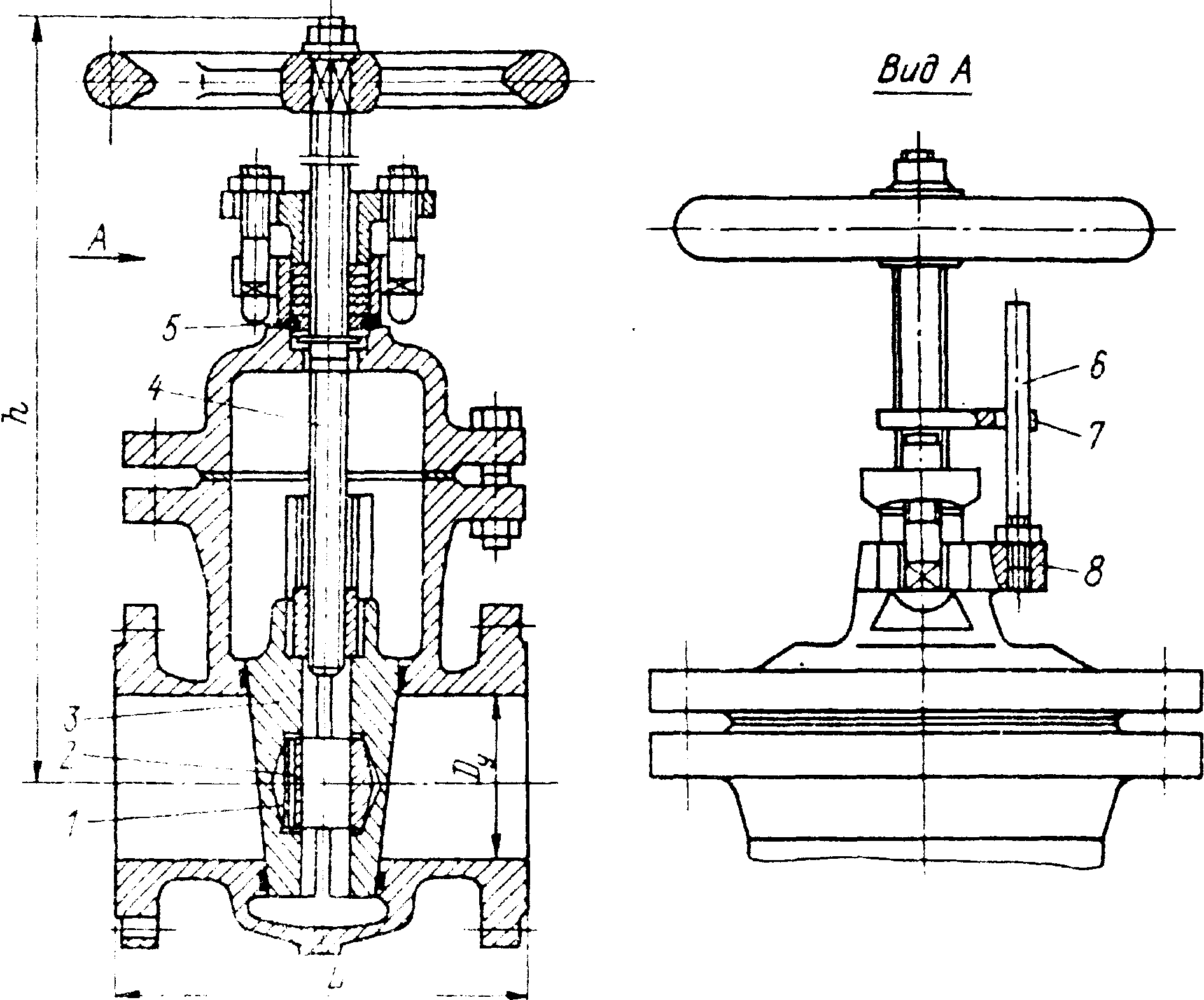
O supapă paralelă cu un ax glisant (Fig. 2.2.) constă dintr-un corp din fontă 4, capacul său 8, un ax cu filet melcat 7, un volant 14 cu o piuliță 13, care include axul. În partea inferioară a axului se află o poartă, formată din două discuri paralele 3 cu un suport 5. Între discuri se află o pană distanțier 2. Când volantul se rotește spre dreapta, axul, împreună cu discurile și pana , se deplasează în jos. Pena atinge partea inferioară a corpului supapei și, cu o mișcare suplimentară în jos a axului, împinge discurile și le apasă pe inelele de bronz 1, închizând pasajul. Pentru a preveni supapa să permită trecerea mediului de lucru, discurile sunt apăsate strâns pe inele. Când volantul se rotește spre stânga, axul împreună cu discurile se ridică și deschide pasajul. În partea superioară a arborelui de sub filet se află un capac de etanșare de ulei 12, iar sub acesta, în canalul inelar al capacului carcasei 8, se află o garnitură de etanșare de ulei 10. Capacul de etanșare de ulei, atras de capacul carcasei cu două șuruburi, comprimă garnitura de etanșare, care prinde strâns axul și împiedică pătrunderea mediului de lucru prin capacul carcasei de-a lungul axului. Capacul este conectat la corp cu șuruburi și piulițe.
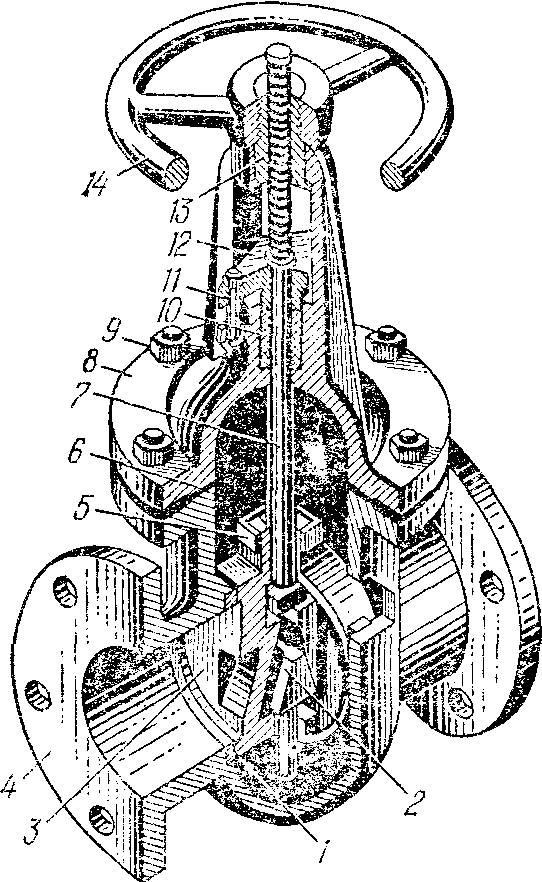
Orez. 2.2. Supapă de ridicare paralelă
1
- inel; 2 -
pană; 3
- disc; - cadru; 5 - suport disc; 6 -
tampon; 7 - ax; 8 -
capacul carcasei; 9 -
șurub cu piuliță; 10 -
împachetarea glandelor; II -șurub; 12 -
capac simering ulei; 13 -
şurub; 14-
volant.
Dimensiunile principale ale supapelor cu gură paralelă cu un ax ascendent pentru P 1 MPa trebuie să respecte GOST 8437-75. Supapele cu gură cu etanșare din alamă a elementului de închidere 30×6 bq sunt utilizate pentru apă și abur cu temperaturi de până la 225 o C, iar cu etanșare din fontă a elementului de închidere 30×6 bq - pentru ulei și uleiuri cu temperaturi de până la 90 o C. Astfel de supape sunt fabricate cu un alezaj nominal de la 50 la 400 mm. Pentru alimentarea cu gaz se folosesc supape de 30x7 bq.
În Figura 2.3 este prezentată o supapă paralelă cu un ax care nu se ridică (supapă din fontă cu inele de etanșare din alamă la Ру 1 MPa pentru apă cu o temperatură de cel mult 50 o C). Caracteristicile de proiectare ale supapei sunt următoarele. În partea superioară a arborelui există o proeminență inelară 1, care, prinsă între corpul supapei și flanșa 2, împiedică mișcarea axului de-a lungul axei sale. Pe partea inferioară a axului este tăiat un fir dreptunghiular, care se încadrează în același fir în orificiul penei superioare 3. Pena inferioară 4 este conectată la pana superioară, cuplată cu discurile 5 și 6. Când volantul se rotește la dreapta, pana superioară și pana inferioară a supapei conectate la aceasta coboară . Când pana inferioară se sprijină pe corpul supapei, planul teșit al penei superioare va începe să alunece de-a lungul planului teșit al penei inferioare. Ca urmare, penele vor apăsa discurile de inelele corpului, închizând ermetic pasajul.
O supapă de acest tip asigură o închidere mai strânsă a pasajului în comparație cu o supapă cu un ax de glisare, cu toate acestea, acesta din urmă are următorul avantaj - prin poziția axului este posibil să se determine dacă dimensiunea specificată a trecerii a fost atinsă. În paralel, supapele cu ax care nu se ridică sunt fabricate cu un orificiu nominal de la 50 la 300 mm.
Supapele cu pană sunt supape în care supapa are forma unei pane plate. În supapele cu gură cu pană, scaunele sau suprafețele de etanșare paralele cu suprafețele de etanșare ale supapei sunt situate la un anumit unghi față de direcția de mișcare a supapei. Poarta din aceste supape se numește pană. Avantajele supapelor cu pană: etanșeitate crescută a trecerii în poziție închisă. Forță redusă necesară pentru a realiza compactarea. Deoarece unghiul dintre direcția forței de antrenare și forțele care acționează asupra suprafețelor de etanșare ale supapei este apropiat de 90 o, atunci chiar și o forță mică transmisă de ax poate provoca forțe semnificative în etanșare. Dezavantajele unor astfel de supape: necesitatea de a folosi ghidaje pt

Orez. 2.3. Supapă cu poartă paralelă tip „Moscova”
mișcarea supapei, uzura crescută a marginilor de etanșare ale supapei, dificultăți tehnologice în obținerea etanșeității în supapă.
În Fig. 2.4 este prezentată o supapă cu disc cu flanșă cu un ax ascendent cu o acționare electrică. Este realizat din otel, ceea ce face posibila folosirea lui la P 1 MPa pentru apa si abur cu temperaturi de pana la 300 o C. Supapa are un obturator sub forma unei pane solide cu ghidaj si ax retractabil asociat. cu ea. Supapa are o etanșare superioară pentru eliberarea presseatului atunci când supapa este ridicată la capacitate maximă, ceea ce face posibilă, dacă este necesar, înlocuirea pressesului fără a opri alimentarea cu gaz. 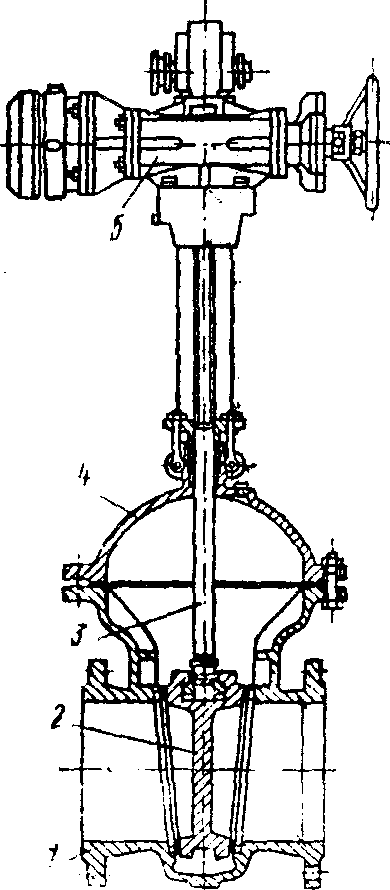
Orez. 2.4 Supapă cu disc cu pană cu ax extensibil, cu acţionare electrică
1 - corp; 2 - pană element de blocare; 3 - ax; 4 - capac de supapă;
5 - acționare electrică.
Tipul și dimensiunile principale ale supapei sunt reglementate de GOST 10738-76. Denumirea supapei 30s964nzh. Numerele 964 indică faptul că supapa este acţionată electric. Acționarea electrică facilitează întreținerea supapelor și automatizează controlul acestora.
Acționarea electrică constă din trei componente: un motor electric, o cutie de viteze și întrerupătoare de limită. Cutia de viteze este folosită pentru a reduce numărul de rotații la transmiterea mișcării de la motorul electric la ax. De obicei se folosesc cutii de viteze cu melc. Întrerupătoarele de limitare asigură oprirea automată a motorului electric atunci când elementul de închidere al supapei atinge pozițiile sale extreme, deschizându-se circuit electric motor electric. Demaroarele magnetice inversoare sau contactele utilizate pentru a controla o acţionare electrică permit pornirii motorului electric să se rotească în sensul acelor de ceasornic sau în sens invers acelor de ceasornic.
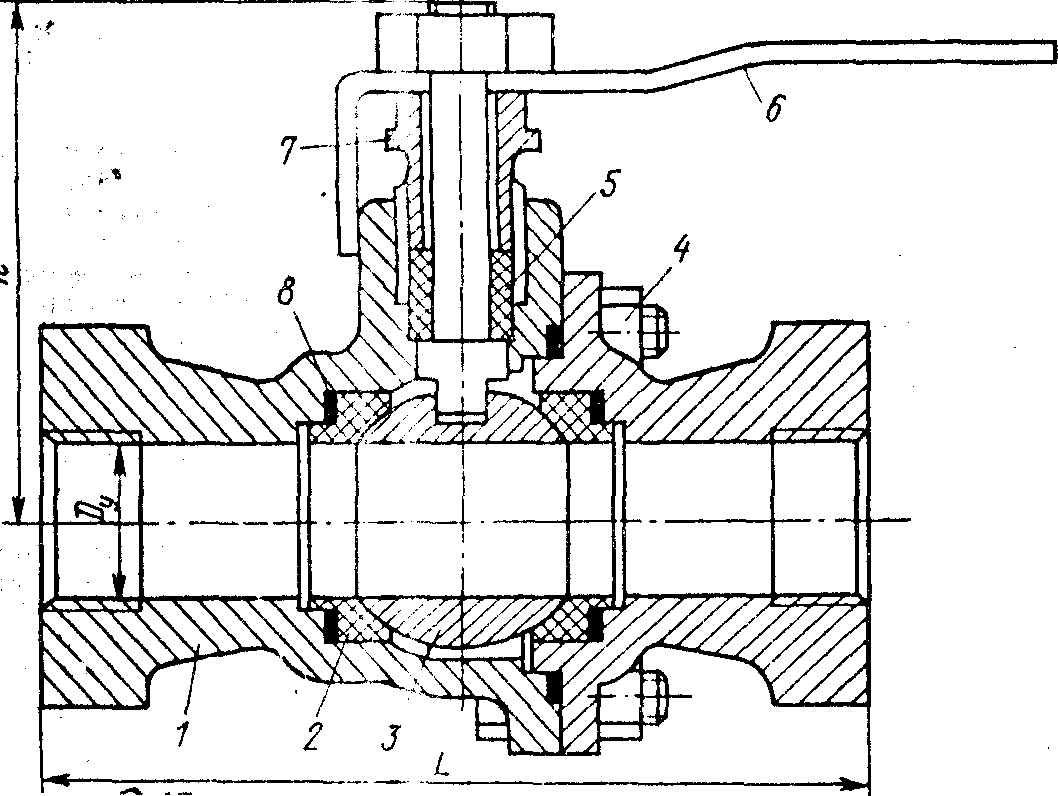
Pentru conductele de gaz este utilizată o supapă cu dublu disc cu un ax neretractabil 30ch47bkch (vezi Fig. 2.5.). Elementul de blocare a supapei este format din două discuri și o căptușeală. Când volantul se rotește în sensul acelor de ceasornic, șurubul împinge discurile în afară, presându-le pe suprafețele de etanșare ale carcasei. În același timp, se asigură o fixare strânsă a discurilor datorită expansiunii discurilor, realizată datorită prezenței unui element sferic în interiorul dispozitivului de blocare. Indicatorul de poziție a supapei constă dintr-o tijă și un disc care se deplasează de-a lungul filetului axului. Tija are semne roșii „0” (deschis) și „Z” (închis). Când suprafețele de etanșare sunt uzate, etanșeitatea este restabilită cu ajutorul lamele de reglare. Cutia de umplere utilizată este ambalaj de calitate LP (conform GOST 5152-84) și un inel O din cauciuc rezistent la ulei și benzină. Designul și dimensiunile supapei sunt standardizate de GOST 11933-66*. Supapele cu gură sunt fabricate la PN 0,6 MPa și DN = 50...600 mm pentru temperaturi medii de lucru până la 100 o C.
Orez. 2.5. Supapă cu poartă cu pană cu ax fără ridicare 30ch47bk4.
1 - garnitura de reglare; 2 - căptușeală; 3 - disc poarta pane; 4 - tija;
5- o-ring; 6 - tija; 7 - disc; 8 - proeminența piuliței cutiei de presa.
O supapă este un dispozitiv de închidere cu mișcare progresivă a elementului de închidere (poarta) în direcția care coincide cu direcția de curgere a mediului transportat (vezi Fig. 2.1.b). Obturatorul se deplasează prin înșurubarea axului în piulița de rulare. Supapele sunt utilizate în principal pentru a opri fluxul de medii gazoase și lichide, atunci când sunt impuse cerințe ridicate privind fiabilitatea și etanșeitatea dispozitivului de închidere. Cu toate acestea, pe baza supapelor, dispozitivele de reglare cu orice caracteristică de curgere pot fi create destul de simplu.
Avantajele supapelor: capacitatea de a funcționa la căderi mari de presiune pe bobină și la presiuni de operare ridicate; simplitatea proiectării, întreținerii și reparațiilor în condiții de funcționare; cursa mica a bobinei (poarta), necesara pentru a bloca complet trecerea (comparativ cu supapele cu portita), de obicei 0,25 DN; dimensiuni generale și greutate relativ mici; etanșeitatea suprapunerii obturatorului; posibilitatea de utilizare ca organism de reglementare și instalare pe o conductă în orice poziție (verticală sau orizontală); eliminarea riscului de lovitură de berbec; capacitatea de a fabrica etanșarea bobinei din cauciuc sau plastic, ceea ce reduce forța necesară pentru etanșare, crescând în același timp rezistența la coroziune a etanșării.
Dezavantajele supapelor: rezistență hidraulică ridicată; imposibilitatea utilizării pentru medii puternic contaminate și medii cu vâscozitate ridicată; lungime mare față în față în comparație cu supapele cu poartă; alimentarea cu mediu într-o singură direcție, determinată de proiectarea supapei; Dimensiuni generale mari și costuri în comparație cu alte tipuri de fitinguri.
În același timp, pentru a controla debite cu presiuni de funcționare ridicate precum și mici sau temperaturi ridicate supapele pentru mediul de lucru sunt singurul tip de supape de închidere fezabil din punct de vedere economic.
Numeroase modele de supape sunt clasificate în funcție de mai multe criterii. Designul corpului distinge între supape drepte, unghiulare, cu flux direct și de amestec. Conform designului capacului corpului - supape cu capac pe filet și cu capac pe știfturi. Conform metodei de etanșare a arborelui - cutie de obturație și supape cu burduf, în conformitate cu metoda de conectare a corpului la conductă - supape de flanșă și cuplare, în conformitate cu proiectarea elementului de închidere - supape cu disc și cu diafragmă. În funcție de scopul lor, supapele sunt împărțite în supape de închidere, închidere și control și unele speciale. Supapele de reglare, la rândul lor, sunt împărțite în funcție de proiectarea dispozitivelor de reglare în supape cu bobine profilate și supape cu ac.
Designul celei mai comune supape drepte este prezentat în Fig. 2.6. Se compune dintr-o carcasă în care este montat ansamblul elementului de blocare, un capac superior cu o cutie de presa și un ax. Suprafețe interioare carcasele și capacele formează cavitatea de lucru a supapei. Corpul supapei este o structură turnată, simetrică față de planul secțiunii longitudinale și are două țevi filetate coaxiale pentru conectarea la conductă.
Ansamblul elementului de închidere include o supapă și un scaun inelar. Supapa (bobina) obturatorului este atașată la ax folosind o piuliță și o șaibă. Există un volant în partea de sus a axului. Există fire în partea de mijloc a arborelui și în capacul carcasei.
Când volantul se rotește spre dreapta, axul coboară de-a lungul filetelor capacului carcasei și supapa închide scaunul. Când volantul se rotește în sens invers, supapa se ridică și deschide pasajul.
Capacul este atașat de corp cu un fir. Axul supapei trece prin capacul corpului, prin priză și prin piulița de îmbinare. Pentru a evita scurgerea mediului de-a lungul axului, se folosește o cutie de presa, care este etanșată, dacă este necesar, prin rotirea piuliței de îmbinare. Supapa este instalată astfel încât mediul de lucru să curgă sub supapă; mișcarea mediului trebuie să coincidă cu direcția săgeții de pe corp.
Principalii parametri ai supapelor sunt reglementați de GOST 9697-67* GOST 5761-74* stabilește cerințele tehnice pentru fabricarea supapelor cu Ru ≥ 2,5 MPa. 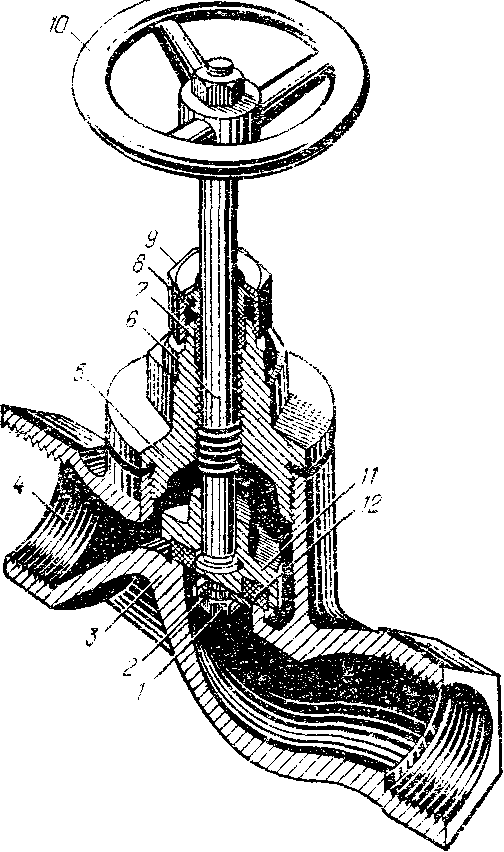
Orez. 2.6. Prin supapă
1 - nucă; 2 - mașină de spălat; 3 - şa; 4 - corp; 5 - capac carcasa; 6 - ax; 7 - cutie de presa; 8 - bucșă etanșare ulei; 9 - piuliță de îmbinare; 10 - roată de mână;
11 - supapă; 12 - garnitură.
Supape de închidere cu cuplare din alamă (Fig. 2.7.), proiectate pentru Ru = 1 MPa și Ru = 1,6 MPa, în proiectarea, dimensiunile și designul lor trebuie să respecte GOST 9086-74. Conform acestui standard, supapele sunt produse în trei versiuni: 1,2,3 cu trecere de prindere de DN = 15...50 mm. Modelele 1 și 2 sunt complet identice, diferă doar prin materialul suprafeței de etanșare a elementului de blocare din bobină: cauciucul este utilizat pentru proiectul 1 și masa specială este utilizată pentru proiectul 2. Bobina supapelor din versiunea 3, precum și corpul, sunt realizate din alamă. 
Orez. 2.7. Supapă de cuplare directă
1 - corp; 2 - bobină; 3 - ax; 4 -
capac; 5 - inel de presare; 6 -
piuliță de unire; 7 - bucșă etanșare ulei; 8 - volanta; 9 -
şurub; 10 -
mașină de spălat; 11 - cutie de presa; 12 -
tampon; 13 -
inel O: 14
- nuca;15
-
mașină de spălat.
Supapele de execuție 1 sunt proiectate pentru PN = 1 MPa și o temperatură medie de cel mult 50 o C, supapele de execuție 2 și 3 sunt proiectate pentru PN = 1,6 MPa și o temperatură medie de cel mult 200 ° C și 225 ° C, respectiv, diametrul volantului pentru supapa de execuție 3 este mai mare decât cel al supapelor versiunile 1 și 2.
Exemplu de desemnare a supapei în documentația tehnică. Varianta de vană 1 pentru DN = 32 mm și PN = 1 MPa - 15BZr pentru DN 1 MPa și DN 32 mm.
Supapa cu flanșă este prezentată în Fig. 2.8. Baza pistonului supapei are un inel O din metal, cauciuc sau fluoroplastic. Când volantul se rotește în sens invers acelor de ceasornic, axul cu pistonul se ridică și deschide supapa pentru a permite trecerea mediului. Supapele trebuie instalate pe conductă astfel încât fluxul de gaz să fie direcționat sub placa supapei (plonjor). Când gazul este furnizat în sens opus, rezistența hidraulică crește, iar pentru dimensiuni mai mari deschiderea supapei devine dificilă din cauza presiunii asupra supapei.
Această supapă este utilizată în sistemele de alimentare cu gaz. Denumirea sa este supapa 15 kch 16 p.
Supapele de închidere continuă din fontă cenușie sunt fabricate în conformitate cu GOST 18722-73* în patru tipuri: supape de cuplare cu un capac filetat sau cu șuruburi și aceleași supape cu flanșă. Toate tipurile de supape din fontă gri de mai sus sunt disponibile în diferite modele (5 modele), în funcție de materialul de etanșare utilizat în elementul de închidere. Supapele versiunilor 1-5 cu material de etanșare fluoroplastic - 4 sunt utilizate pentru mediul de lucru al apei și aburului cu o temperatură de cel mult 225 o C. Supapele versiunilor 1-4, în care materialul de etanșare este acid-alcalin- cauciuc rezistent, se folosesc numai pentru apa cu o temperatura care nu depaseste 50 o C Vanele din versiunea 1.2 sunt fabricate cu diametrul DN = 15-80 mm si au racord de cuplare la conducta. Versiunile de supapă 3.4 sunt produse cu un diametru de DN = 25-50 mm, iar versiunile 5 DN = 65-200 mm. Tip de conectare la conductă - flanșă. 
Orez. 2.8. Supapă 15kch1bp.
1 - volant; 2 - suport filetat; 3 - ax; 4 - șuruburi cu balamale;
5 -
etanșare de ulei; 6 - piston; 7 - corp.
Robinetele cu gură din fontă ductilă sunt disponibile în trei tipuri: supape de cuplare cu capac filetat în conformitate cu GOST 18161-72*, cu DN = 15-50 mm și PN = 1,6 MPa, supape cu flanșă cu capac filetat în conformitate cu GOST 18162-72*, cu DN=25-50 mm și PN=1,6 MPa, cu capac pe știfturi conform GOST 18163-72* cu DN=32-80 mm și PN=2,5 MPa. Fiecare tip de supapă are două versiuni. Supapele din primele două tipuri de design 1 au ca suprafață de etanșare a elementului de închidere cauciuc rezistent la acid-alcali de duritate medie și sunt utilizate pentru apă cu o temperatură care nu depășește 50 o C în varianta 2, fluoroplastic; 4 este folosit ca material al suprafeței de etanșare a elementului de închidere, domeniul de aplicare este abur la o temperatură de până la 225 o C. Supapele cu flanșă cu capac pe știfturi, versiunea 1, sunt utilizate pentru apă și abur cu o temperatură de 225 o C, materialul suprafeței de etanșare a elementului de închidere este fluoroplastic - 4; versiunile 2 sunt utilizate pentru abur cu o temperatură de 300 o C, materialul suprafeței de etanșare a elementului de blocare este oțel rezistent la coroziune.
Macarale- sunt dispozitive de închidere în care elementul de închidere (dop) are forma unui corp rotativ cu orificiu pentru trecerea fluxului și, atunci când fluxul este blocat, se rotește în jurul axei sale (Fig. 2.1c. ) Fiecare robinet are două părți principale: una rotativă - dopul și una staționară - corpul .
În funcție de forma geometrică a suprafeței de etanșare a elementului de închidere, supapele se disting ca supape conice, cilindrice și cu bilă sau cu supapă sferică. În plus, supapele sunt clasificate după metoda de creare a presiunii specifice pe suprafețele de etanșare, după forma ferestrei de trecere a dopului, după numărul de treceri, după prezența sau absența unei îngustări a trecerii, după tipul de control. și de antrenare și de materialul suprafețelor de etanșare.
Pentru sistemele sanitare se folosesc în principal supapele cu dopuri conici (în alimentarea cu gaz și robinete cu bilă).
Suprafața de etanșare a supapelor conice are forma unui con. Conicitatea dopului (conului) este de obicei considerată, în funcție de proprietățile antifricțiune ale materialelor folosite, ca fiind egală cu 1:6 sau 1:7. Robinetele realizate din materiale bine lepate (fontă, alamă, bronz) au o conicitate de 1:7, deoarece în în acest caz, mai usor de creat presiunea necesară pe suprafața de etanșare și se obține mai ușor etanșeitatea necesară. Pentru robinetele din oțel și materiale plastice se adoptă o conicitate de 1:6.
În funcție de metoda de creare a presiunii specifice între corp și dopul, supapele cu un element de închidere conic sunt împărțite în supape de tensiune, supape de gland cu lubrifiant și cu prindere a dopului.
Supapele de tensiune diferă doar prin metoda de creare a presiunii specifice între corp și dop. Cele mai comune sunt supapele de cuplare filetate. Avantajele lor: simplitatea designului, comoditatea și ușurința de reglare a forței și strângerii.
O trăsătură distinctivă a supapelor de presa de apă nu este deloc prezența unei cutie de presa, ci faptul că presiunile specifice necesare pentru etanșeitate pe suprafețele de etanșare conice ale corpului și dopului sunt create atunci când presa de apă este strânsă. Forța de strângere este transmisă ștecherului, apăsând-o pe scaun. Supapele de presare lubrifiate sunt utilizate atunci când este necesară reducerea forțelor de control la diametre nominale medii și mari, a presiunilor specifice pe suprafețele de etanșare și a posibilității de zgâriere a suprafețelor de contact, precum și pentru a proteja suprafețele de etanșare împotriva coroziunii.
Diferența dintre robinetele cu prindere a dopului și robinetele convenționale este că, înainte de a roti, dopul este rupt de corp, iar după rotire este apăsat împotriva acestuia. Astfel de robinete sunt numite și robinete cu poartă. Dat proiecta face posibilă rezolvarea mai multor probleme simultan: reduceți cuplul necesar pentru rotirea ștecherului; rotiți atunci când nu există contact între dop și corp, ceea ce elimină riscul de a zgâria suprafețele de etanșare; capacitatea de a regla într-un interval foarte larg forța de apăsare a dopului pe corp și presiunea specifică pe suprafețele de etanșare, indiferent de strângerea supapei.
Supapele conice sunt o supapă directă care are conexiuni de intrare și ieșire pe o axă comună. În același timp, spre deosebire de supape și supape cu șartă, ele fac posibilă controlul cu ușurință a debitelor prin mai multe conducte simultan, al căror număr ajunge la 6-8. Supapele cu trei căi sunt cele mai comune. Ele vin în două tipuri principale: cu pasaje în formă de L și T în dop.
Avantajele supapelor conice: simplitatea designului, curgere directă, rezistență hidraulică scăzută, contact reciproc constant al suprafețelor de etanșare.
ÎN în ultima vreme sunt utilizate pe scară largă (mai ales în străinătate), care, având toate avantajele supapelor conice, diferă de acestea urmatoarele avantaje: dopul și corpul, datorită formei lor sferice, au dimensiuni de gabarit și greutate mai mici, precum și rezistență și rigiditate mai mari; când razele sferei dopului și ale inelului de etanșare coincid ușor, contactul teoretic dintre ele are loc într-un cerc în jurul trecerii, adică. chiar și cu o fabricație precisă, suprafața de contact a suprafețelor de etanșare ale corpului și dopul înconjoară complet trecerea și etanșează supapa supapei; mai puțin intensivă în forță de muncă în producție, ceea ce se explică prin absența forței de muncă foarte intensive prelucrareși șlefuirea suprafețelor de etanșare ale corpului și dopului; În robinetele cu bilă cu inele din plastic, nu este nevoie de șlefuire a suprafețelor de etanșare, dopul este de obicei cromat și lustruit.
Toate soiuri de design Supapele cu bilă pot fi împărțite în două tipuri: supape cu dop plutitor și supape cu inel plutitor.
Lungimea construcției și parametrii principali ai supapelor sunt standardizate de GOST 14187-69* și GOST 9702-67, iar cerințele tehnice pentru acestea la Ru ≥ 1MPa sunt GOST 7520-66*.
Robinetele de tensiune (Fig. 2.9) sunt cele mai simple robinete conice. Etanseitatea acestor robineti se realizeaza prin slefuirea atenta a dopului pe corp si tensionarea acestuia cu o piulita. Pe capul pătrat al dopului cheii există un semn care indică poziția robinetului (deschis sau închis). Robinetele de tensiune din alamă cuplate sunt fabricate în conformitate cu GOST 6223-67*. 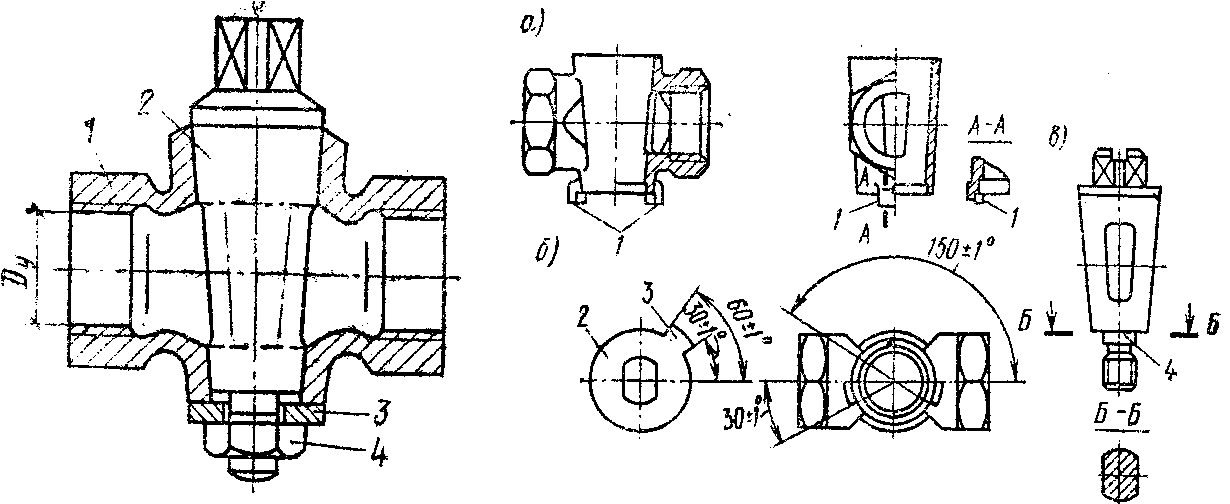
Fig.2.9. Supapa de tensiune ambreiaj Fig. 2.10. Supapă de tensiune pentru conducte de gaz
1 - corp; 2 - dop conic cu a - corp; b - mașină de spălat; c - ștecher
cu fir la fund și cap pătrat
Sus; 3
-
mașină de spălat; 4 - nucă
Supapele pentru conductele de gaz (Fig. 2.10) sunt oarecum diferite de cele discutate anterior. Aceste robinete sunt produse în conformitate cu GOST 19612-74 din alamă cu un niplu (versiunea 1) sau fără acesta (versiunile 2 și 3) și în conformitate cu GOST 12154-74 din fontă.
În funcție de condițiile de funcționare ale sistemelor de alimentare cu gaz, o supapă de tip dopul instalată pe o conductă de gaz trebuie să ofere două poziții rigide - „deschis” și „închis”, adică. rotiți ștecherul la 90 o.
Această cerință se realizează folosind următorul dispozitiv: există două proeminențe pe partea inferioară a carcasei și există o limbă pe șaibă. Partea de coadă a dopului se află în locul unde este pusă șaiba pe ea, iar orificiul din șaibă este făcut în așa fel încât șaiba să fie fixată rigid pe coada dopului. Când robinetul este asamblat, limba mașinii de spălat, la întoarcerea ștecherului, se sprijină de proeminențele corpului, limitând rotația acesteia. Deoarece unghiul de deschidere al proeminențelor de pe corp și unghiul limbii de pe șaibă se ridică la un total de 90°, este lăsat și un unghi de 90° pentru rotirea liberă a dopului. Robinetele din alamă sunt disponibile în DN = 15 și 20 mm în trei versiuni. Presiunea de lucru pentru versiunile 1.2 este P slave = 0.01 MPa, iar pentru versiunea 3 presiunea condiționată este P y = 0.1 MPa.
În fig. 2.11 prezintă o supapă de cuplare cu arc pentru conductele de gaz 11B12bk. În acest robinet, presiunea dintre corpul 1 și dopul 3 este creată de un arc 5 situat în partea sa superioară între capacul 4 și dopul 3. Capacul supapei este filetat și se înșurubează în corpul corpului folosind o șurubelniță introdusă. în fantă (slot). Opritoarele sunt turnate pe corpul corpului, limitând rotația dopului cu mâner la 90 de grade. Spațiul dintre capac și dop este umplut cu lubrifiant. Pentru a lubrifia suprafețele de etanșare ale robinetului fără a demonta, apăsați doar mânerul - dopul va apăsa pe capac, iar lubrifiantul va curge în golul rezultat, acoperind suprafețele de etanșare. Supapele sunt produse în conformitate cu GOST 16155-70 pentru presiunea P slave = 0,01 MPa cu diametrul D y = 15 mm și D y = 20 mm. Supapele sunt proiectate pentru instalarea pe conducte interne de gaze naturale și gaz lichefiat cu temperaturi de până la 50 o.
Supapele cutie de presa asigură o protecție mai fiabilă împotriva scurgerii mediului de lucru în atmosferă datorită cutiei de presa. Sunt utilizate la parametrii de mediu mai mari. Supapele de presa de apă sunt utilizate în medii lichide și gazoase și la presiuni de 0,6-4 MPa. Dezavantajul acestor supape este prezența unui element de uzură - o ambalare moale a glandei, care implică necesitatea întreținerii frecvente a macaralei (strângerea glandei, schimbarea garniturii acesteia). 
Orez. 2.11. Supapă de cuplare cu arc 11B12bk
1 - corp; 2
- stilou; 3 -
plută; 4 -
capac; 5 -
primăvară.
Etanșarea elementului de blocare și a ansamblului premisei se realizează prin strângerea piuliței de îmbinare a presetupei. La supapele cu glande cu un diametru de 32 mm, se folosește un șurub de deblocare, deoarece Când simeringul este strâns strâns, este dificil să rotiți dopul și, pentru a facilita rotirea, acesta trebuie să fie ușor apăsat folosind un șurub. Piulița fixează șurubul de deblocare în poziția necesară pentru funcționarea macaralei. Șurubul de eliberare este folosit pentru a elibera dopul în caz de blocare sau „lipire”, care apare atunci când robinetul nu funcționează o perioadă lungă de timp. Supapa de alamă de cuplare a presetupei pentru P 1 MPa este produsă în conformitate cu GOST 2704-77 cu DN = 10-50 mm.
În plus față de supapele de cuplare în conformitate cu GOST 2704-77, industria produce supape din alamă cu flanșe în conformitate cu GOST 16394-70. Capacul simeringului este conectat la corp cu șuruburi. Aceste supape sunt fabricate cu un diametru Dy = 25,40,50,80 mm la Py 1 MPa pentru medii de lucru cu temperaturi de până la 100 o C.
Conform GOST 19193-73, supapele glandelor din fontă sunt produse cu P = 1 MPa pentru medii de lucru cu temperaturi de până la 100 o C; cuplaj DN = 15-80 mm si flansa DN = 25-100 mm.
În alimentarea cu gaz, se folosește o supapă cu bilă a cutie de presare cu 11 canale 38p1 (Fig. 2.12.) constând dintr-un corp din fontă și un dop sferic cu o gaură rotundă cu un diametru aproximativ egal cu diametrul interior al conductei de gaz. Etanșeitatea supapei este asigurată de două inele de etanșare fluoroplastice cu suprafață de etanșare sferică și garnituri de cauciuc. Corpul este format din două părți conectate prin șuruburi. Macaraua are mâner și limitator de rotație, se caracterizează prin rezistență hidraulică scăzută și poate fi instalată în orice poziție de lucru.
Orez. 2.12. Supapă cu bilă cu cuplare presseapă 11ch38p1
1 - corp; 2 - inel fluoroplastic; 3 - dop cu bilă; 4 - șuruburi de legătură; 5 - cutie de presa; 6 - mâner; 7 - piuliță cutie de presa; 8 - garnitură de cauciuc.
Supapa cu bilă de cuplare 11B24p (Fig. 2.13) este similară ca proiectare cu supapa 11ch38p1, dar are un diametru mai mic al orificiului de trecere în dopul sferic în comparație cu diametrul nominal. 

Orez. 2.13 .
Supapă cu bilă cu cuplare pentru presseapa 11 B24p
Pentru sistemele de încălzire cu o temperatură a lichidului de răcire de până la 100 o C este produs un robinet de cuplare a glandelor cu un dispozitiv pentru scurgerea apei. Sunt fabricați în conformitate cu GOST 16549-71 la Р ≥ 1 MPa și D у = 15...50 mm. Aceste robinete sunt instalate pe coloanele sistemelor de încălzire în punctele în care sunt conectate la linia principală. Utilizarea acestor robinete face posibilă să nu se realizeze dispozitive speciale pentru eliberarea apei din colț atunci când acesta este oprit. Robinetele sunt produse în versiunile I II. În varianta I se folosesc fire de țevi cilindrice, iar sigiliul este impregnat cu in cu plumb roșu sau alb, diluat cu ulei de uscare natural. În versiunea II, se folosește un filet metric, iar paronita sau alte materiale de etanșare sunt folosite ca etanșare.
Supapele de testare și de scurgere sunt un tip de supapă de presare, sunt folosite pentru a controla nivelul apei din rezervoare și cazane pentru prelevarea de probe de apă. Aceste robinete sunt realizate din alamă în conformitate cu GOST 8730-67* de trei tipuri: cu o coborâre curbă, cu o coborâre dreaptă, cu o coborâre dreaptă și un mamelon. Industria produce supape pentru P 1MPa cu alezajul nominal de 6,10,15,20 mm. Supapa de testare are un capăt cu știft cu filet de țeavă de 1/4,3/8,1/2,3/4. Mânerele supapelor de testare trebuie să fie din materiale termoconductoare (lemn, plastic fenolic). Direcția mânerului corespunde direcției de trecere în ambuteiajul.
Supapa cu flanșă cu lubrifiant KS (Fig. 2.14) este identică ca proiectare cu o supapă convențională a cutie de presa. Un element nou este sistemul de lubrifiere. Obturatorul supapei este supus unor forțe mari, presându-l pe suprafața de etanșare a corpului, drept urmare, la presiuni și diametre mari, sunt necesare forțe semnificative pentru a controla supapa. Această împrejurare, precum și dorința de a proteja suprafața de etanșare împotriva coroziunii, necesită necesitatea lubrifierii suprafețelor de contact ale supapelor. Supapa se numește auto-lubrefiere, care se realizează astfel: în sistemul de caneluri situat în dop și în corp, la înșurubarea șurubului 1, lubrifiantul este furnizat din cavitatea superioară 2 către cavitatea 5, sub capătul inferior. a ștecherului. Sub presiunea lubrifiantului, dopul se ridică ușor, iar pelicula de lubrifiant rezultată între dop și corp asigură etanșeitatea obturatorului și reduce frecarea la rotirea dopului. Pentru lubrifiere se folosește o pastă specială de calciu. ulei de ricin. Membrana de etanșare este realizată din tablă de alamă sau tablă de tablă. 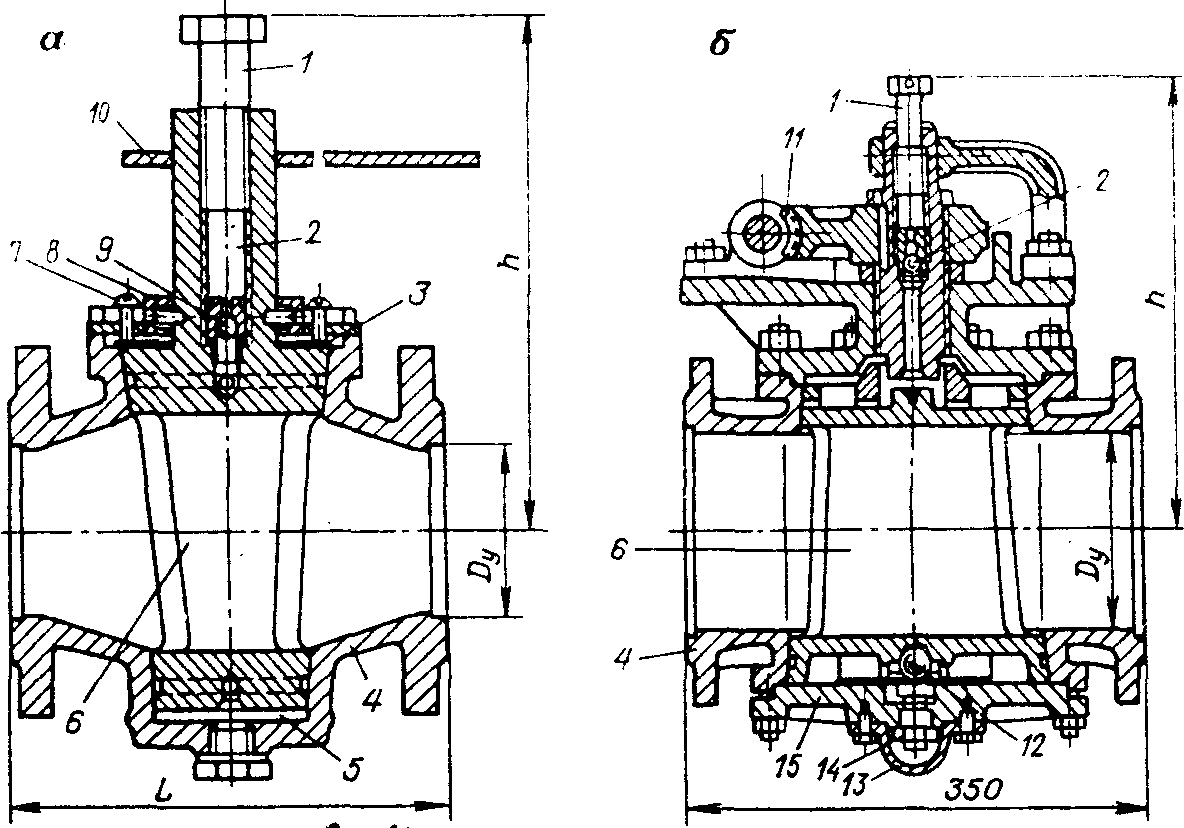
Orez. 2.14.Supapa cu flansa cu lubrifiant KS.
a - cu control manual; b - cu un angrenaj melcat; 1 - șurub pentru alimentare cu lubrifiant;
2.5 - cavități pentru lubrifiere; 3 - membrana de etansare; 4 - cadru; 6 - dop;
7 - re surub de reglare; 8 - limitator de rotatie; 9 - supapă de reținere cu bilă; 10 - pârghie; 11 - unelte melcate; 12 - minge de sprijin; 13 - capac;
14 - bolț de reglare; 15 - acoperire.
Macaralele KS-80 și KS-100 (Fig. 2.14a) au chei, cu ajutorul căruia ștecherul se rotește la 90° și se fixează cu un limitator de rotație. Există o săgeată pe proeminența dopului, iar pe capacul superior al carcasei sunt semne: 0 (deschis) și Z (închis). Direcția săgeții în raport cu literele indică poziția orificiului pentru dop.
Macaraua KS-150 (Fig. 2.14b) are un angrenaj melcat, care face posibilă rotirea dopului la 90 de grade. Distanța dintre dop și corpul supapei este reglată folosind șurubul 14, care schimbă poziția dopului prin membrană și bilă.
Vanele sunt produse pentru PN = 0,6 MPa sunt cele mai utilizate în sistemele de alimentare cu gaz, în special pe conductele de gaz de medie și înaltă presiune.
Robinetele de gaz de laborator sunt produse pentru Ru = 0,1 MPa și sunt destinate racordării arzatoare pe gaz furtunuri de cauciuc la conducta de gaz. Corpul supapei este din aliaj de aluminiu, dopul este din alamă. Direcția mânerului corespunde direcției de trecere în ambuteiajul. Aceste macarale sunt produse în două tipuri:
I - cu un singur corn, P - cu dublu corn.
O supapă de cuplare cu trei căi cu o flanșă (Fig. 2.15) este utilizată pentru a deconecta manometrul și, dacă este necesar, pentru a-l înlocui, purjați tubul de burduf cu care manometrul este conectat la cazan, conductă sau alt dispozitiv și comutați presiunea la manometrul de control, care este conectat la flanșă în timpul testării 3 pentru a compara citirile acestuia cu citirile manometrului de lucru. 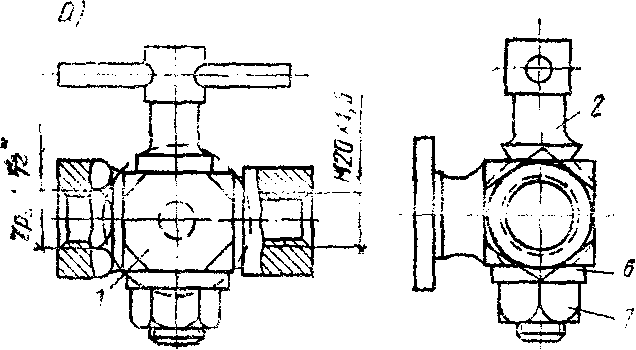
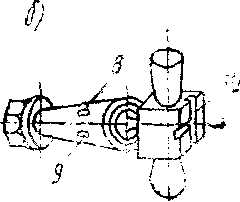
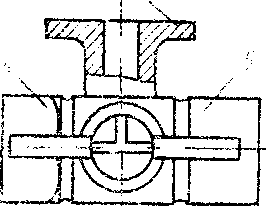
Orez. 2.15. Supapă cu trei căi pentru manometru
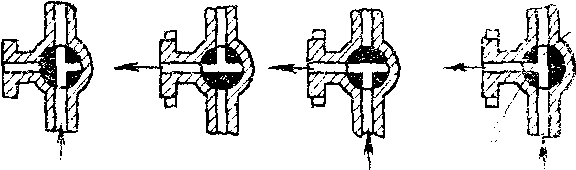
a - ansamblu robinet; b - robinet; c - poziția ștecherului când robinetul este în funcțiune; 1 - corp; 2
- pluta; 3 - flansa de control; 4 -
fiting pentru conectarea la tubul de burduf; 5 - fiting pentru înșurubarea manometrului; 6 - mașină de spălat; 7 - nucă; 8
- prin canal; 9 -
canal scurt; 10 -
Marcaj T.
În dopul conic al supapei cu trei căi, sunt găurite 2 canale: unul prin, iar al doilea numai în centrul primului canal. dopul este introdus în corpul supapei, un capăt al căruia 4 este înșurubat pe tubul de conectare. Un manometru este înșurubat în celălalt capăt 5. Mânerul pentru rotirea robinetului are un semn în formă de T care indică poziția canalelor. Corpul supapei și dopul sunt din alamă.
4. Simboluri și marcaje ale fitingurilor
Diametrul nominal al alezajului și presiunea de lucru sunt indicate pe corpul supapei, precum și un index convențional care indică tipul de supapă și datele sale de bază. Marcajele se realizează fie prin turnarea semnelor înălțate, fie prin branding. Utilizarea unui sistem de indici face posibilă alegerea corectă armătură, utilizați-l în scopul propus și crește posibilitatea de monitorizare a fitingurilor în timpul instalării. Sistemul de indexare facilitează rezolvarea problemelor organizaționale în producție. Această problemă nu a fost încă rezolvată satisfăcător, deoarece există mai multe sisteme de notație în paralel. Cel mai utilizat sistem este TsKBA (Central Design Bureau for Valve Manufacturing), care conține un cod digital și alfabetic pentru datele de bază ale supapelor. Acest sistem este descris mai jos. Împreună cu acesta, folosesc un cod obținut prin abrevierea numelui produsului, de exemplu KTS - supapă de oțel cu trei căi etc. Structurile individuale sunt desemnate numai prin numărul desenului în funcție de care sunt fabricate.
În prezent, se elaborează o clasificare zecimală a fitingurilor, conform căreia produsele vor avea un cod format doar din numere care codifică designul de bază și datele parametrice ale produsului. Utilizarea acestui sistem vă va permite să introduceți informațiile necesare în calculele de contabilitate, planificare și organizare a producției, efectuate cu ajutorul computerelor.
Conform sistemului de desemnare TsKBA, indexul produsului include cinci elemente aranjate secvenţial:
1) tipul fitingurilor (denumirea numerică - tabelul 1.5);
2) materialul corpului (desemnarea literei - tabelul 1.6);
3) acționare (denumire numerică - tabelul 1.7); numerele cu o singură cifră sunt folosite pentru a desemna unitatea (prima cifră număr din trei cifre index; în absența unei unități, indexul nu este un număr de trei cifre, ci un număr de două cifre);
4) proiectare conform catalogului TsKBA (denumire digitală);
5) materialul inelelor de etanșare (desemnarea literei - Tabelul 1.8); în lipsa inelelor de etanșare introduse sau depuse, când suprafețele de etanșare sunt formate direct din materialul corpului, în index este indicată denumirea bk (fără inele). În cazul acoperirilor interne, denumirea materialului de acoperire este combinată cu denumirea materialului inelelor de etanșare (Tabelul 1.9).
De exemplu, indicele 30ch925br desemnează o supapă din fontă (30) cu o acționare electrică (9) din designul desemnat număr de serie 25 conform catalogului TsKBA, cu inele de etanșare din alamă (br).
1.5. Simboluri pentru tipuri de fitinguri
Tip de produs | Simbol | Tip de produs | Simbol |
|
Armatura |
||||
Atingeți de probă | Supapă de reținere cotitură | |||
Robinet de conductă | Regulator de presiune „după tine! și „pentru tine însuți” | |||
Indicator de nivel | Supape de închidere și de închidere | |||
13; 14 sau 15 | Supapa de control | |||
Supapa de reținere de ridicare sau admisie cu plasă | Supapă cu poartă | |||
Supapă de siguranță | Supapă cu poartă (supapă cu trecere mare) | |||
Capcană de abur | ||||
Servomotoare fabricate separat de supape |
||||
Acționare mecanică cu angrenaj melcat pentru funcționare manuală | Pneumatic | |||
Acționare mecanică cu roată dințată pentru funcționare manuală | Acționare hidraulică | |||
Acționare mecanică cu angrenaj conic pentru funcționare manuală | Acționare electrică (motor) | |||
Acționare electromagnetică | ||||
1.6. Simboluri pentru materialul carcasei
Materialul carcasei | Simbol | Materialul carcasei | Simbol |
Oțel carbon | Monel metal | ||
Oțel aliat | Viniplast | ||
Oțel rezistent la coroziune sau oțel inoxidabil | Materiale plastice (cu excepția plasticului de vinil) | ||
Fontă gri | |||
Fontă maleabilă | |||
Alama sau bronz | |||
Aluminiu |
1.7. Simboluri de antrenare a supapelor
1.8. Simbol pentru materialul inelelor de etanșare
Material O-ring | Simbol | Material O-ring | Simbol |
Alama si bronz | |||
Monel metal | |||
Rezistent la coroziune și | Viniplast | ||
oţel inoxidabil | Materiale plastice (cu excepția plasticului de vinil) | ||
Oțel nitrurat | |||
Fără inele de inserare sau suprapunere | |||
Fluoroplastic | |||
1.9. Simbol al materialului pentru acoperirile interne de armare
În absența unei unități, indexul de produs este format din patru elemente. Supape fabricate conform proiectelor Institutului de Stat de Proiectare de Inginerie Petrolieră; desemnate conform unui sistem diferit folosind
litere și cifre, de exemplu ZKL2-200-16 - supapă - pană turnată, a doua modificare cu alezajul nominal de 200 mm pentru o presiune nominală de 16 kgf/cm 2.
Pentru a putea determina rapid materialul părților corpului și al inelelor de etanșare în timpul instalării sau condițiilor de funcționare, fitingurile din oțel și fontă sunt vopsite în culori diferite. Armatura din aliaje neferoase nu este vopsita. După instalarea fitingurilor pe conductă, acesta este vopsit împreună cu conducta.
4. Simboluri și marcaje ale fitingurilor
Diametrul nominal al alezajului și presiunea de lucru sunt indicate pe corpul supapei, precum și un index convențional care indică tipul de supapă și datele sale de bază. Marcajele se realizează fie prin turnarea semnelor înălțate, fie prin branding. Utilizarea unui sistem de index asigură capacitatea de a selecta corect fitingurile, de a le utiliza în scopul propus și crește capacitatea de a controla fitingurile în timpul instalării. Sistemul de indexare facilitează rezolvarea problemelor organizaționale în producție. Această problemă nu a fost încă rezolvată satisfăcător, deoarece există mai multe sisteme de notație în paralel. Cel mai utilizat sistem este TsKBA (Central Design Bureau for Valve Manufacturing), care conține un cod digital și alfabetic pentru datele de bază ale supapelor. Acest sistem este descris mai jos. Împreună cu acesta, folosesc un cod obținut prin abrevierea numelui produsului, de exemplu KTS - supapă de oțel cu trei căi etc. Structurile individuale sunt desemnate numai prin numărul desenului în funcție de care sunt fabricate.
În prezent, se elaborează o clasificare zecimală a fitingurilor, conform căreia produsele vor avea un cod format doar din numere care codifică designul de bază și datele parametrice ale produsului. Utilizarea acestui sistem vă va permite să introduceți informațiile necesare în calculele de contabilitate, planificare și organizare a producției, efectuate cu ajutorul computerelor.
Conform sistemului de desemnare TsKBA, indexul produsului include cinci elemente aranjate secvenţial:
1) tipul fitingurilor (denumirea numerică - tabelul 1.5);
2) materialul corpului (desemnarea literei - tabelul 1.6);
3) acționare (denumire numerică - tabelul 1.7); pentru a desemna o unitate, se folosesc numere cu o singură cifră (prima cifră a unui număr index de trei cifre; dacă nu există o unitate, indexul nu este un număr de trei cifre, ci un număr de două cifre);
4) proiectare conform catalogului TsKBA (denumire digitală);
5) materialul inelelor de etanșare (desemnarea literei - Tabelul 1.8); în lipsa inelelor de etanșare introduse sau depuse, când suprafețele de etanșare sunt formate direct din materialul corpului, în index este indicată denumirea bk (fără inele). În cazul acoperirilor interne, denumirea materialului de acoperire este combinată cu denumirea materialului inelelor de etanșare (Tabelul 1.9).
De exemplu, indexul 30ch925br desemnează o supapă din fontă (30) cu o acţionare electrică (9) cu un design desemnat cu numărul de serie 25 conform catalogului TsKBA, cu inele O din alamă (br).
1.5. Simboluri pentru tipuri de fitinguri
| Tip de produs | Simbol | Tip de produs | Simbol | |
| Armatura | ||||
| Atingeți de probă | 10 | Supapă de reținere rotativă | 19 | |
| Robinet de conductă | 11 | Regulator de presiune „după tine! și „pentru tine însuți” | 21 | |
| Indicator de nivel | 12 | Supape de închidere și de închidere | 22 | |
| Veitil | 13; 14 sau 15 | Supapa de control | 25 | |
| Supapa de reținere de ridicare sau admisie cu plasă | 16 | Supapă cu poartă | 30 și 31 | |
| Supapă de siguranță | 17 | Supapă cu poartă (supapă cu trecere mare) | 32 | |
| Capcană de abur | 45 | |||
| Servomotoare fabricate separat de supape | ||||
| Acționare mecanică cu angrenaj melcat pentru funcționare manuală | 33 | Pneumatic | 66 | |
| Acționare mecanică cu roată dințată pentru funcționare manuală | Acționare hidraulică | 77 | ||
| Acționare mecanică cu angrenaj conic pentru funcționare manuală | 55 | Acționare electrică (motor) | 87 | |
| Acționare electromagnetică | 88 | |||
1.6. Simboluri pentru materialul carcasei
| Materialul carcasei | Simbol | Materialul carcasei | Simbol |
| Oțel carbon | CU | Monel metal | MN |
| Oțel aliat | P.M | Viniplast | VP |
| Oțel rezistent la coroziune sau oțel inoxidabil | nz | P | |
| Fontă gri | h | Porţelan | LA |
| Fontă maleabilă | CC | Titan | tn |
| Alama sau bronz | B | Sticlă | sk |
| Aluminiu | O |
1.7. Simboluri de antrenare a supapelor
| Conduce | Simbol | Conduce | Simbol |
| Mecanic: | Pneumatic | 6 | |
| cu unelte melcate | ,3 | Hidraulic | 7 |
| Electromagnetic | 8 | ||
| cu roți dințate cilindrice | 4 | electrice (electromecanice) | 9 |
| cu angrenaj conic | 5 |
1.8. Simbol pentru materialul inelelor de etanșare
| Material O-ring | Simbol | Material O-ring | Simbol |
| Alama si bronz | br | Ebonită | E |
| Monel metal | pl | Cauciuc | R |
| Rezistent la coroziune și | nz | Viniplast | VP |
| oţel inoxidabil | Materiale plastice (cu excepția plasticului de vinil) | n | |
| Oțel nitrurat | nt | ||
| Babbitt | bt | Fără inele de inserare sau suprapunere | bk |
| Stellit | Sf | ||
| Sormait | mier | Fluoroplastic | ft |
| Piele | La |
1.9. Simbol al materialului pentru acoperirile interne de armare
În absența unei unități, indexul de produs este format din patru elemente. Supape fabricate conform proiectelor Institutului de Stat de Proiectare de Inginerie Petrolieră; desemnate conform unui sistem diferit folosind
litere și cifre, de exemplu ZKL2-200-16 - supapă - pană turnată, a doua modificare cu alezajul nominal de 200 mm pentru o presiune nominală de 16 kgf/cm 2.
Pentru a putea determina rapid materialul părților corpului și al inelelor de etanșare în timpul instalării sau condițiilor de funcționare, fitingurile din oțel și fontă sunt vopsite în culori diferite. Armatura din aliaje neferoase nu este vopsita. După instalarea fitingurilor pe conductă, acesta este vopsit împreună cu conducta.
Publicații pe această temă
-
 Regele Cupei, semnificația și caracteristicile cărții
Regele Cupei, semnificația și caracteristicile cărții
Ghicirea cu cărți de tarot este o întreagă știință, misterioasă și aproape de neînțeles pentru cei neinițiați. Se bazează pe semne misterioase și...
-
 Salate delicioase si usoare cu creveti
Salate delicioase si usoare cu creveti
Data publicării: 27 noiembrie 2017 Creveții sunt acum un oaspete frecvent pe mesele de sărbători. Nu se întâmplă adesea să le gătești pentru o cină în familie, mai des...